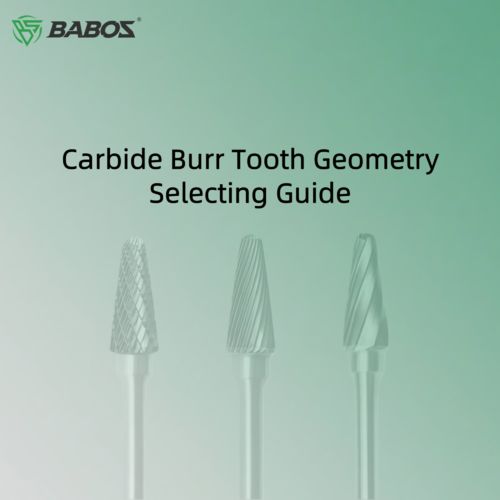
Cuando se seleccionan las barras rotativas de carburo de tungsteno, la mayoría de los compradores se centran en el grado de carburo, la dureza o el tamaño de la varilla, pero a menudo pasan por alto uno de los factores de rendimiento más importantes: la geometría dental.
El diseño del diente (también llamado flauta o patrón de corte) determina directamente la velocidad de corte, la eficiencia de eliminación de astillas, el acabado de la superficie, la generación de calor y la vida útil de la herramienta.
Si usted es un distribuidor de herramientas, comprador industrial, o gerente de compras de fábrica,La comprensión de la geometría dental le ayudará a elegir la broca de carburo adecuada para cada aplicación y evitar costes innecesarios de herramientas..
¿Cuál es la geometría dental en las rotadoras de carburo?
La geometría de los dientes se refiere a la forma, el tamaño y la disposición de los bordes de corte en la cabeza de la barra de carburo.
- ¿Qué tan agresivamente se elimina el material
- Qué suavemente corta el burro
- Cómo se descargan los chips
- ¿ Cuánto dura la aberración?
Un diseño bien diseñado de los dientes mejora la eficiencia de corte en un 30~50% y reduce significativamente el desgaste de las herramientas.
Tipos de dientes comunes de las astillas de carburo
Tipo de diente
Apariencia
Lo mejor para
Características
Un solo corte
Dientes en espiral en una dirección
Acero, hierro fundido
Eliminación rápida del stock
Dos cortes (DC)
Dientes de corte transversal
Acero inoxidable, acero endurecidoYo...
Finalización más suave, corte estable
Corte de aluminio ((AL)
Flauta grande y sencilla
Aluminio, latón, plásticos
No obstruyente
Comparación de rendimiento
Factor de rendimiento
Cortado de una sola vez
Doble corte
Corte de aluminio
Velocidad de corte
¿Qué quieres decir?
¿Qué quieres decir?
¿Qué quieres decir?
Finalización de la superficie
¿Qué quieres decir?
¿Qué quieres decir?
¿Qué quieres decir?
Control del chip
El nombre de la empresa:
¿Qué quieres decir?
¿Qué quieres decir?
Estabilidad de las vibraciones
¿Qué quieres decir?
¿Qué quieres decir?
¿Qué quieres decir?
Lo mejor para
Acero, hierro fundido
SS, de acero aleado
Aluminio, cobre
*Si está vendiendo a talleres o distribuidores de metal, incluya siempre los tres tipos de dientes en su catálogo, ya que cubren el 90% de las necesidades del mercado.
Cómo la geometría de los dientes afecta el rendimiento de corte
1Eficiencia de eliminación de las virutas: los diseños de flauta grandes eliminan las virutas más rápido (lo mejor para el aluminio), mientras que los dientes de corte transversal reducen el tamaño de la viruta (lo mejor para el acero inoxidable).
2Velocidad de corte: La geometría agresiva de la flauta aumenta la velocidad de eliminación, pero también requiere mayores RPM y herramientas estables.
Velocidades de funcionamiento recomendadas
Diámetro de la cabeza del taladro ((rmp/min)
3 mm ((1/8")
6 mm ((1/4")
10 mm ((3/8")
12 mm ((1/2")
16 mm ((5/8")
Velocidad máxima de funcionamiento
90000
65000
55000
35000
25000
Aluminio, plástico
Rango de uso
60000 a 80000
15000 a 60000
Entre 10000 y 50000
Entre 7000 y 30000
Entre 6000 y 2000
Velocidad de arranque recomendada
65000
40000
25000
20000
15000
Cobre, hierro fundido
Rango de uso
45000 a 80000
22500 a 60000
15000 a 40000
11000 a 30000
9000 a 2000
Velocidad de arranque recomendada
65000
45000
30000
25000
20000
Acero suave
Rango de uso
60000 a 80000
450000-60000
Entre 30000 y 40000
22500 a 30000
18000 a 2000
Velocidad de arranque recomendada
80000
50000
30000
25000
20000
Acero tratado con oro, etc.
Rango de uso
60000 a 80000
Entre 30000 y 4500
19000-30000
15000-22500
12000 a 18000
Velocidad de arranque recomendada
80000
40000
25000
20000
15000
3Generación de calor: tipo de diente incorrecto = calor excesivo = desgaste de la herramienta + quemaduras en la pieza de trabajo.
4- Vibración y estabilidad: las barras de doble corte reducen las vibraciones y mejoran el control.
5. Vida útil de la herramienta: la geometría de los dientes optimizada reduce la fricción y la carga y prolonga la vida útil de la burr en un 25-40%.
Elegir la geometría correcta de los dientes para diferentes materiales
El material
Tipo de diente recomendado
Motivos de la recomendación
Acero de carbono
Cortado de una sola vez
Cortes agresivos
Acero inoxidable
Doble corte
Previene el endurecimiento del trabajo
Acero endurecido
Doble corte
Cortado estable
de aluminio
Corte de aluminio
Previene la carga
de acero
Doble corte
Estabilidad bajo calor
El cobre
Corte de aluminio
Cortes limpios
Preguntas frecuentes también los compradores
P1: ¿Qué tipo de dientes de carburo dura más tiempo?
Las tapas de corte doble generalmente proporcionan el mejor equilibrio entre la velocidad y la vida útil de la herramienta.
P2: ¿Puedo solicitar una geometría dental especial?
Sí, la personalización OEM del diseño dental está disponible para pedidos en volumen.
P3: ¿Qué tipo de diente es mejor para el acero inoxidable?
Las tapas dobles reducen el endurecimiento, control más suave.
Conclusión
La geometría del diente controla directamente la velocidad de corte, la eliminación de las astillas, el acabado de la superficie, el calor y la vida útil de la herramienta.
Fabricamos burrs giratorios de carburo de tungsteno para distribuidores de herramientas globales y usuarios industrialesTenemos las siguientes ventajas principales:
- WC de carburo de grano ultra fino
- rectificación de precisión CNC de 5 ejes
- soldadura de plata de alta resistencia
- Geometría dental estándar y personalizada
- Precio de fábrica a granel + entrega rápida
La tecnología de soldadura fuerte y la selección del material de soldadura fuerte determinan directamente el nivel de calidad de la fresa de carburo.
La tecnología de soldadura fuerte de las fresas de carburo es uno de los factores clave que afectan su calidad. La elección de los materiales de soldadura fuerte y los procesos de soldadura fuerte determinan directamente el nivel de calidad de las fresas de carburo.
Selección de materiales de soldadura fuerte: Las fresas de carburo utilizan un material de soldadura fuerte de plata sándwich, que tiene plata en ambos extremos y una capa central de aleación de cobre en el medio. La temperatura de soldadura fuerte para este material es de alrededor de 800 °C, que es mucho menor en comparación con la temperatura de soldadura fuerte de 1100 °C requerida para los materiales de soldadura fuerte de cobre. Esto limita significativamente el daño a las propiedades del carburo, reduce el estrés de soldadura fuerte, previene microfisuras en el carburo y proporciona una mejor resistencia de soldadura fuerte.
Selección de métodos de soldadura fuerte: Actualmente existen dos métodos principales de soldadura fuerte en el mercado: soldadura fuerte de plata de fondo plano y soldadura fuerte de cobre con orificio en la cola. La soldadura fuerte de plata de fondo plano tiene una estructura más simple, menor estrés de soldadura fuerte y menor temperatura de soldadura fuerte requerida, lo que preserva mejor el rendimiento de la aleación y el mango de acero. Por otro lado, la soldadura fuerte de cobre con orificio en la cola puede ahorrar algo de material de carburo y es más barata, pero la temperatura de soldadura fuerte más alta puede causar daños a las propiedades del carburo.
Equipo y proceso de soldadura fuerte: El uso de máquinas de soldadura fuerte automáticas es una parte crucial del proceso. En el proceso de soldadura fuerte automático, la punta de carburo y el mango de acero pueden alinearse automáticamente para la soldadura fuerte sin intervención manual, lo que garantiza en gran medida la estabilidad de la calidad de la soldadura fuerte y una excelente coaxialidad entre el mango de acero y la punta de carburo después de la soldadura fuerte.
¿Por qué la tecnología de soldadura fuerte de plata de fondo plano es fundamental para las fresas de carburo?
La falla más común en las fresas rotativas es la "rotura de cabeza" en el punto de soldadura fuerte. En BABOS, eliminamos este riesgo utilizando la avanzada Tecnología de soldadura fuerte de plata de fondo plano.
A diferencia de los métodos de soldadura fuerte estándar, nuestro proceso implica:
Máximo contacto superficial: El diseño de fondo plano garantiza un contacto del 100% entre la cabeza de carburo y el vástago de acero, creando una unión significativamente más fuerte que las uniones cónicas o irregulares tradicionales.
Plata de primera calidad: Utilizamos relleno de soldadura fuerte de plata de alta calidad, que ofrece una conductividad térmica y resistencia a los golpes superiores, evitando que la herramienta se afloje debido a la expansión térmica durante el rectificado de alta resistencia.
Garantía de cero roturas: Esta técnica de soldadura fuerte de precisión garantiza que nuestras herramientas puedan soportar altas RPM y presiones laterales extremas, brindando a los distribuidores industriales y usuarios finales un rendimiento confiable y "sin riesgos".
Como empresa con más de diez años de experiencia en investigación y desarrollo de materiales de carburo, Chengdu BABOS Cutting Tools tiene un profundo conocimiento del rendimiento de los materiales de carburo. Durante el proceso de soldadura fuerte de las fresas rotativas, utilizamos tecnología de soldadura fuerte de plata de fondo plano totalmente automatizada, que protege en gran medida el rendimiento de la aleación y garantiza una excelente coaxialidad entre el mango de acero y la punta de carburo.
Escrito por: Villa Wang
LinkedIn: https://www.linkedin.com/in/villa-wang-938973339
¿Virgen vs. Reciclado: ¿Por qué la vida útil de su fresa de carburo es tan corta?
En el mundo del metalizado industrial, el precio de las fresas de carburo puede variar significativamente entre proveedores. Muchos gerentes de compras se sienten atraídos inicialmente por los precios bajos, solo para descubrir en producción que las herramientas se desgastan prematuramente, se rompen fácilmente o dejan un acabado superficial deficiente.
La causa raíz de esta brecha de rendimiento radica en un factor crítico: la calidad de la materia prima.
1. ¿Qué es el carburo de tungsteno de micrograno 100% virgen?
Material virgen se refiere a polvo de carburo de tungsteno extraído directamente de mineral de tungsteno que nunca ha sido utilizado o procesado antes. Su estructura de grano es extremadamente fina, a menudo a nivel de micras, y perfectamente uniforme.
En contraste, el material reciclado (carburo de desecho) se fabrica moliendo herramientas viejas y usadas y volviéndolas a prensar. Si bien técnicamente sigue siendo "carburo", sus propiedades físicas se han visto fundamentalmente comprometidas.
2. Comparación detallada: Virgen vs. Reciclado
2.1 Dureza y resistencia al desgaste
Material virgen: Ofrece una dureza superior y "dureza al rojo" (la capacidad de mantener un filo agudo a altas temperaturas). A altas velocidades (20.000 - 50.000 RPM), los filos de corte permanecen afilados durante períodos prolongados.
Material reciclado: Debido a impurezas y grados mixtos de diversas fuentes de desecho, la dureza es inconsistente. Al mecanizar metales duros como el acero inoxidable, los filos de corte se desafilan casi de inmediato.
2.2 Tenacidad y resistencia al impacto
Esta es la clave para prevenir la "rotura de la cabeza".
Material virgen: La estructura uniforme de micrograno proporciona una excelente resistencia a la rotura transversal (TRS). Cuando se combina con la tecnología de soldadura fuerte de fondo plano, absorbe eficazmente las vibraciones de alta frecuencia y el impacto.
Material reciclado: Contiene poros microscópicos o microfisuras internas. Bajo presión lateral, estas herramientas son propensas a astillarse o romperse por completo en el punto de soldadura.
2.3 Precisión y consistencia
Material virgen: Durante el proceso de rectificado CNC, el material estable permite una geometría de flauta de alta precisión. Esto garantiza una evacuación de virutas suave y un acabado superficial superior en la pieza de trabajo.
Material reciclado: A menudo conduce a un desgaste irregular durante la fabricación, lo que resulta en un rendimiento inconsistente de un lote a otro.
3. Por qué las fresas de carburo baratas en realidad le cuestan más
Ahorrar un 20% - 30% en la compra inicial de fresas de carburo reciclado puede parecer una ganga, pero un análisis de retorno de la inversión (ROI) cuenta una historia diferente:
Cambios frecuentes de herramienta: Las herramientas hechas de material virgen suelen durar de 3 a 5 veces más que las recicladas.
Aumento del tiempo de inactividad: Cada vez que una herramienta falla o se desafila, su línea de producción se detiene, lo que aumenta significativamente los costos de mano de obra.
Daños en la pieza de trabajo: Las herramientas de baja calidad generan calor excesivo, lo que puede deformar o dañar piezas de trabajo costosas.
4. Conclusión: Cómo identificar fresas de alta calidad
Como fabricante profesional, BABOS insiste en utilizar materias primas de micrograno 100% virgen. Recomendamos verificar estos tres puntos al adquirir:
La prueba del "peso": Debido a una mayor densidad y pureza, el carburo virgen se siente significativamente más pesado que las alternativas recicladas del mismo tamaño.
El sonido de corte: Las herramientas de alta calidad producen un sonido nítido y consistente con una vibración mínima durante la operación.
Certificación del proveedor: Siempre solicite a su fabricante un certificado de materia prima.
En la actualidad existen dos métodos de soldadura principales en el mercado: soldadura de cobre con fondo plano y soldadura de cobre con hueco de cola.soldadura de plata.Vamos a describir brevemente las ventajas y desventajas de estos dos métodos de soldadura, que pueden ayudar a los clientes a hacer una mejor elección.
Saldado de cobre con agujero de cola
• Ventajas: menor coste, mayor área de contacto para soldadura, teoricamente mayor resistencia.
• Desventajas:proceso de soldadura complejo, alta temperatura de soldadura ((aproximadamente 1100°C), impacto significativo en la estructura de la herramienta, potencial de inestabilidad del rendimiento.La alta temperatura puede causar grietas en la aleación dura, tensión de soldadura concentrada y mayor fluctuación de calidad.
Soldadura de plata de fondo plano
•Ventajas: estructura de soldadura simple, baja tensión de soldadura, temperatura de soldadura requerida más baja ((aproximadamente 800°C), mejor preservación del rendimiento tanto de la aleación cabeza como del tallo de acero.Mayor resistencia a la soldaduraEl diseño del núcleo reduce eficazmente la tensión de soldadura y elimina las micro grietas.
• Desventajas:Costo más elevado.
Si se requiere un alto rendimiento, un funcionamiento de alta velocidad y una larga vida útil de la hoja giratoria de aleación dura, se recomienda la soldadura de plata de fondo plano.proporciona una mayor estabilidad y fiabilidadSi el coste es una preocupación y el escenario de uso no tiene altos requisitos para el rendimiento de la herramienta, la soldadura de cobre por hueco de cola también es una opción a considerar.
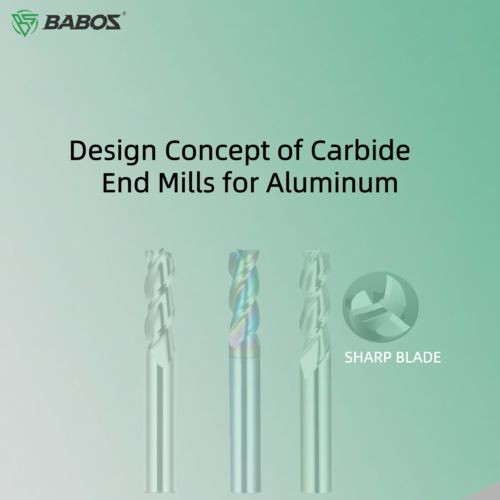
Introducción
Al diseñar fresas de carburo para aluminio, es fundamental considerar exhaustivamente la selección de materiales, la geometría de la herramienta, la tecnología de recubrimiento y los parámetros de mecanizado. Estos factores aseguran un mecanizado eficiente y estable de las aleaciones de aluminio, al tiempo que prolongan la vida útil de la herramienta.
1. Selección de Materiales
1.1 Sustrato de Carburo: Se prefiere el carburo tipo YG (por ejemplo, YG6, YG8) debido a su baja afinidad química con las aleaciones de aluminio, lo que ayuda a reducir la formación de filo recrecido (BUE).
1.2 Aleaciones de Aluminio con Alto Contenido de Silicio (8%–12% Si): Se recomiendan herramientas recubiertas de diamante o carburo de grano ultrafino sin recubrimiento para evitar la corrosión de la herramienta inducida por el silicio.
1.3 Mecanizado de Alto Brillo: Se sugieren fresas de carburo de tungsteno de alta rigidez con pulido de bordes de precisión para lograr un acabado superficial similar a un espejo.
2. Diseño de la Geometría de la Herramienta
2.1 Número de Ranuras: Un diseño de 3 ranuras se utiliza comúnmente para equilibrar la eficiencia de corte y la evacuación de virutas. Para el desbaste de aleaciones de aluminio aeroespaciales, se puede elegir una fresa de 5 ranuras (por ejemplo, Kennametal KOR5) para aumentar la velocidad de avance.
2.2 Ángulo de Hélice: Se recomienda un ángulo de hélice grande de 20°–45° para mejorar la suavidad del corte y reducir la vibración. Los ángulos excesivamente grandes (>35°) pueden debilitar la resistencia de los dientes, por lo que se requiere un equilibrio entre la nitidez y la rigidez.
2.3 Ángulos de Ataque y de Despeje: Un ángulo de ataque mayor (10°–20°) reduce la resistencia al corte y evita la adhesión del aluminio. Los ángulos de desprendimiento son generalmente de 10°–15°, ajustables según las condiciones de corte, para equilibrar la resistencia al desgaste y el rendimiento de corte.
2.4 Diseño de la Canal de Viruta: Las ranuras en espiral anchas y continuas aseguran una rápida evacuación de virutas y minimizan la adherencia.
2.5 Preparación del Filo: Los filos de corte deben permanecer afilados para reducir la fuerza de corte y evitar la adhesión; el chaflanado adecuado mejora la resistencia y evita el astillado del filo.
3. Opciones de Recubrimiento Recomendadas
3.1 Sin Recubrimiento: En muchos casos, las fresas de aluminio no están recubiertas. Si el recubrimiento contiene aluminio, puede reaccionar con la pieza de trabajo, causando delaminación o adhesión del recubrimiento, lo que lleva a un desgaste anormal de la herramienta. Las fresas sin recubrimiento son rentables, extremadamente afiladas y fáciles de rectificar, lo que las hace adecuadas para la producción de tiradas cortas, la creación de prototipos o aplicaciones con requisitos de acabado superficial moderados (Ra > 1,6 μm).
3.2 Carbono Tipo Diamante (DLC): El DLC es a base de carbono, con una apariencia similar al arcoíris, que ofrece una excelente resistencia al desgaste y propiedades antiadherentes, ideal para el mecanizado de aluminio.
3.3 Recubrimiento TiAlN: Aunque el TiAlN proporciona una excelente resistencia a la oxidación y al desgaste (3–4 veces más vida útil que el TiN en acero, acero inoxidable, titanio y aleaciones de níquel), generalmente no se recomienda para aluminio porque el aluminio en el recubrimiento puede reaccionar con la pieza de trabajo.
3.4 Recubrimiento AlCrN: Químicamente estable, antiadherente y adecuado para titanio, cobre, aluminio y otros materiales blandos.
3.5 Recubrimiento TiAlCrN: Un recubrimiento de estructura gradiente con alta tenacidad, dureza y baja fricción. Supera al TiN en rendimiento de corte y es adecuado para el fresado de aluminio.
Resumen: Evite los recubrimientos que contengan aluminio (por ejemplo, TiAlN) al mecanizar aluminio, ya que aceleran el desgaste de la herramienta.
4. Consideraciones Clave
4.1 Evacuación de Virutas: Las virutas de aluminio tienden a adherirse; se requieren diseños de ranuras optimizados (por ejemplo, bordes ondulados, ángulos de ataque grandes) para una evacuación suave.
4.2 Método de Enfriamiento:
4.2.1 Prefiera el enfriamiento interno (por ejemplo, Kennametal KOR5) para reducir la temperatura de corte y eliminar las virutas.
4.2.2 Use fluidos de corte (emulsiones o refrigerantes a base de aceite) para reducir la fricción y el calor, protegiendo tanto la herramienta como la pieza de trabajo.
4.2.3 Asegúrese de un flujo de refrigerante suficiente para cubrir la zona de corte.
4.3 Parámetros de Mecanizado:
4.3.1 Corte a Alta Velocidad: Las velocidades de corte de 1000–3000 m/min mejoran la eficiencia al tiempo que reducen la fuerza de corte y el calor.
4.3.2 Velocidad de Avance: Aumentar el avance (0,1–0,3 mm/diente) aumenta la productividad, pero se debe evitar la fuerza excesiva.
4.3.3 Profundidad de Corte: Típicamente 0,5–2 mm, ajustada según los requisitos.
4.3.4 Diseño Anti-Vibración: La hélice variable, el espaciamiento desigual de las ranuras o las estructuras de núcleo cónico pueden suprimir el traqueteo (por ejemplo, KOR5).
Conclusión
Los principios de diseño fundamentales de las fresas de carburo para aluminio son baja fricción, alta eficiencia de evacuación de virutas y rendimiento antiadherente. Los materiales recomendados incluyen carburo tipo YG o carburo de grano ultrafino sin recubrimiento. Las geometrías deben equilibrar la nitidez con la rigidez, y los recubrimientos deben evitar los compuestos que contengan aluminio. Para acabados de alto brillo o aleaciones de aluminio con alto contenido de silicio, los diseños optimizados de bordes y ranuras son esenciales. En la práctica, el rendimiento se puede maximizar combinando los parámetros de mecanizado adecuados (por ejemplo, alta velocidad, fresado en subida) con estrategias de enfriamiento efectivas (por ejemplo, refrigerante interno).
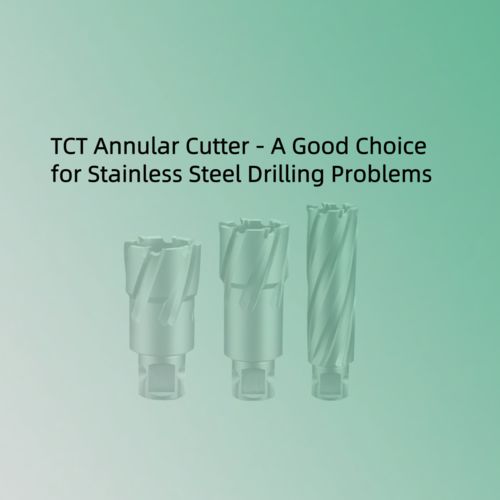
Cortador Anular: Una Herramienta Profesional para Superar los Desafíos de la Perforación de Acero Inoxidable
En el campo del mecanizado industrial, el acero inoxidable se ha convertido en un material clave en la fabricación debido a su excelente resistencia a la corrosión, alta resistencia y buena tenacidad. Sin embargo, estas mismas propiedades también plantean desafíos importantes para las operaciones de perforación, lo que convierte a la perforación de acero inoxidable en una tarea exigente. Nuestro cortador anular, con su diseño único y rendimiento sobresaliente, proporciona una solución ideal para una perforación eficiente y precisa en acero inoxidable.
Ⅰ. Desafíos y Dificultades Centrales en la Perforación de Acero Inoxidable
1.Alta Dureza y Fuerte Resistencia al Desgaste:
El acero inoxidable, particularmente los grados austeníticos como el 304 y el 316, tiene una alta dureza que aumenta significativamente la resistencia al corte, más del doble que el acero al carbono normal. Las brocas estándar se desafilan rápidamente, con tasas de desgaste que aumentan hasta en un 300%.
2.Poca Conductividad Térmica y Acumulación de Calor:
La conductividad térmica del acero inoxidable es solo un tercio de la del acero al carbono. El calor de corte generado durante la perforación no puede disiparse rápidamente, lo que hace que las temperaturas localizadas superen los 800°C. En condiciones de alta temperatura y alta presión, los elementos de aleación en el acero inoxidable tienden a unirse con el material de la broca, lo que lleva a la adhesión y al desgaste por difusión. Esto resulta en la falla del recocido de la broca y el endurecimiento de la superficie de la pieza de trabajo.
3.Tendencia Significativa al Endurecimiento por Trabajo:
Bajo tensión de corte, parte de la austenita se transforma en martensita de alta dureza. La dureza de la capa endurecida puede aumentar de 1.4 a 2.2 veces en comparación con el material base, con una resistencia a la tracción que alcanza hasta 1470–1960 MPa. Como resultado, la broca está constantemente cortando material cada vez más duro.
4.Adhesión de Virutas y Pobre Evacuación de Virutas:
Debido a la alta ductilidad y tenacidad del acero inoxidable, las virutas tienden a formar cintas continuas que se adhieren fácilmente al filo de corte, formando bordes acumulados. Esto reduce la eficiencia de corte, raya la pared del agujero y conduce a una rugosidad superficial excesiva (Ra > 6.3 μm).
5.Deformación de Placas Delgadas y Desviación de Posicionamiento:
Al perforar láminas de menos de 3 mm, la presión axial de las brocas tradicionales puede causar deformación del material. A medida que la punta de la broca atraviesa, las fuerzas radiales desequilibradas pueden provocar una mala redondez del agujero (comúnmente desviándose en más de 0.2 mm).
Estos desafíos hacen que las técnicas de perforación convencionales sean ineficientes para el procesamiento de acero inoxidable, lo que exige soluciones de perforación más avanzadas para abordar eficazmente estos problemas.
Ⅱ. Definición de Cortador Anular
Un cortador anular, también conocido como taladro hueco, es una herramienta especializada diseñada para perforar agujeros en placas de metal duro como acero inoxidable y láminas de acero gruesas. Al adoptar el principio del corte anular (en forma de anillo), supera las limitaciones de los métodos de perforación tradicionales.
La característica más distintiva del cortador anular es su cabeza de corte hueca, en forma de anillo, que elimina solo el material a lo largo del perímetro del agujero en lugar de todo el núcleo, como con los taladros helicoidales convencionales. Este diseño mejora drásticamente su rendimiento, haciéndolo muy superior a las brocas estándar cuando se trabaja con placas de acero gruesas y acero inoxidable.
Ⅲ. Diseño Técnico Central del Cortador Anular
1.Estructura de Corte Coordinada de Tres Filos:
El cabezal de corte compuesto consta de bordes de corte exteriores, medios e interiores:
Borde Exterior: Corta una ranura circular para asegurar un diámetro de agujero preciso (±0.1 mm).
Borde Medio: Soporta el 60% de la carga de corte principal y presenta carburo resistente al desgaste para mayor durabilidad.
Borde Interior: Rompe el núcleo del material y ayuda a la eliminación de virutas. El diseño de paso de diente desigual ayuda a prevenir la vibración durante la perforación.
2.Corte Anular y Diseño de Ranura Rompevirutas:
Solo el 12%–30% del material se elimina en forma de anillo (núcleo retenido), lo que reduce el área de corte en un 70% y disminuye el consumo de energía en un 60%. Las ranuras espirales para virutas especialmente diseñadas rompen automáticamente las virutas en pequeños fragmentos, previniendo eficazmente el enredo de virutas en forma de cinta, un problema común al perforar acero inoxidable.
3.Canal de Enfriamiento Central:
El refrigerante de emulsión (relación aceite-agua 1:5) se rocía directamente al filo de corte a través de un canal central, reduciendo la temperatura en la zona de corte en más de 300°C.
4.Mecanismo de Posicionamiento:
El pasador piloto central está hecho de acero de alta resistencia para asegurar un posicionamiento preciso y evitar el deslizamiento de la broca durante la operación, especialmente importante al perforar materiales resbaladizos como el acero inoxidable.
Ⅳ. Ventajas de los Cortadores Anulares en la Perforación de Acero Inoxidable
En comparación con los taladros helicoidales tradicionales que realizan un corte de área completa, los cortadores anulares eliminan solo una sección en forma de anillo del material, reteniendo el núcleo, lo que aporta ventajas revolucionarias:
1.Mejora de la Eficiencia Revolucionaria:
Con una reducción del 70% en el área de corte, perforar un agujero de Φ30 mm en acero inoxidable 304 de 12 mm de espesor tarda solo 15 segundos, de 8 a 10 veces más rápido que usar un taladro helicoidal. Para el mismo diámetro de agujero, el corte anular reduce la carga de trabajo en más del 50%. Por ejemplo, perforar una placa de acero de 20 mm de espesor tarda 3 minutos con un taladro tradicional, pero solo 40 segundos con un cortador anular.
2.Reducción Significativa de la Temperatura de Corte:
El fluido de enfriamiento central se inyecta directamente en la zona de alta temperatura (relación óptima: emulsión aceite-agua 1:5). Combinado con el diseño de corte en capas, esto mantiene la temperatura del cabezal del cortador por debajo de 300°C, evitando el recocido y la falla térmica.
3.Precisión y Calidad Garantizadas:
El corte sincronizado de múltiples bordes asegura el centrado automático, lo que resulta en paredes de agujeros lisas y sin rebabas. La desviación del diámetro del agujero es inferior a 0.1 mm, y la rugosidad superficial es Ra ≤ 3.2μm, eliminando la necesidad de procesamiento secundario.
4.Vida Útil Extendida de la Herramienta y Costos Reducidos:
El cabezal de corte de carburo resiste la alta abrasividad del acero inoxidable. Se pueden perforar más de 1,000 agujeros por ciclo de rectificado, lo que reduce los costos de la herramienta hasta en un 60%.
5.Estudio de Caso:
Un fabricante de locomotoras utilizó cortadores anulares para perforar agujeros de 18 mm en placas base de acero inoxidable 1Cr18Ni9Ti de 3 mm de espesor. La tasa de aprobación de los agujeros mejoró del 95% al 99.8%, la desviación de la redondez disminuyó de 0.22 mm a 0.05 mm, y los costos de mano de obra se redujeron en un 70%.
Ⅴ. Cinco Desafíos Centrales y Soluciones Dirigidas para la Perforación de Acero Inoxidable
1.Deformación de Paredes Delgadas
1.1Problema: La presión axial de las brocas tradicionales causa deformación plástica de las placas delgadas; al atravesar, el desequilibrio de la fuerza radial conduce a agujeros de forma ovalada.
1.2.Soluciones:
Método de Soporte Posterior: Coloque placas de respaldo de aluminio o plástico de ingeniería debajo de la pieza de trabajo para distribuir la tensión de compresión. Probado en acero inoxidable de 2 mm, desviación de ovalidad ≤ 0.05 mm, tasa de deformación reducida en un 90%.
Parámetros de Avance por Pasos: Avance inicial ≤ 0.08 mm/rev, aumente a 0.12 mm/rev a 5 mm antes de atravesar, y a 0.18 mm/rev a 2 mm antes de atravesar para evitar la resonancia de velocidad crítica.
2. Adhesión de Corte y Supresión de Borde Acumulado
2.1.Causa Raíz: Soldadura de virutas de acero inoxidable al filo de corte a alta temperatura (>550°C) causa precipitación y adhesión de elementos Cr.
2.2.Soluciones:
Tecnología de Filo de Corte Chaflanado: Agregue un borde de chaflán de 45° de 0.3-0.4 mm de ancho con un ángulo de alivio de 7°, reduciendo el área de contacto hoja-viruta en un 60%.
Aplicación de Recubrimiento Rompevirutas: Use brocas recubiertas de TiAlN (coeficiente de fricción 0.3) para reducir la tasa de borde acumulado en un 80% y duplicar la vida útil de la herramienta.
Enfriamiento Interno Pulsado: Levante la broca cada 3 segundos durante 0.5 segundos para permitir la penetración del fluido de corte en la interfaz de adhesión. Combinado con una emulsión de presión extrema al 10% que contiene aditivos de azufre, la temperatura en la zona de corte puede caer en más de 300°C, reduciendo significativamente el riesgo de soldadura.
3. Problemas de Evacuación de Virutas y Atasco de Brocas
3.1.Mecanismo de Falla: Las virutas largas en forma de tira enredan el cuerpo de la herramienta, bloqueando el flujo de refrigerante y, finalmente, obstruyendo las ranuras de viruta, causando la rotura de la broca.
3.2.Soluciones Eficientes de Evacuación de Virutas:
Diseño de Ranura de Viruta Optimizado: Cuatro ranuras en espiral con un ángulo de hélice de 35°, aumento de la profundidad de la ranura en un 20%, asegurando que el ancho de la viruta de cada filo de corte sea ≤ 2 mm; reduce la resonancia de corte y coopera con las varillas de empuje de resorte para la limpieza automática de virutas.
Remoción de Virutas Asistida por Presión de Aire: Conecte una pistola de aire de 0.5 MPa en el taladro magnético para soplar las virutas después de cada agujero, reduciendo la tasa de atasco en un 95%.
Procedimiento de Retracción Intermitente de la Broca: Retraiga completamente la broca para limpiar las virutas después de alcanzar una profundidad de 5 mm, especialmente recomendado para piezas de trabajo de más de 25 mm de espesor.
4. Posicionamiento de Superficies Curvas y Aseguramiento de la Perpendicularidad
4.1.Desafío de Escenario Especial: Deslizamiento de la broca en superficies curvas como tuberías de acero, error de posicionamiento inicial >1 mm.
4.2.Soluciones de Ingeniería:
Dispositivo de Posicionamiento Láser Cruzado: Proyector láser integrado en el taladro magnético proyecta una retícula en la superficie curva con una precisión de ±0.1 mm.
Accesorio Adaptativo de Superficie Curva: Abrazadera en forma de V con bloqueo hidráulico (fuerza de sujeción ≥5kN) asegura que el eje de la broca sea paralelo a la normal de la superficie.
Método de Perforación de Arranque por Pasos: Perfore previamente un agujero piloto de 3 mm en la superficie curva → Expansión piloto de Ø10 mm → cortador anular de diámetro objetivo. Este método de tres pasos logra la verticalidad de los agujeros de Ø50 mm a 0.05 mm/m.
Ⅵ.Configuración de Parámetros de Perforación de Acero Inoxidable y Fluido de Enfriamiento Ciencia
6.1 Matriz Dorada de Parámetros de Corte
El ajuste dinámico de los parámetros de acuerdo con el espesor del acero inoxidable y el diámetro del agujero es la clave del éxito:
Espesor de la Pieza de Trabajo
Rango de Diámetro del Agujero
Velocidad del Husillo (r/min)
Velocidad de Avance (mm/rev)
Presión del Refrigerante (bar)
1-3 mm
Ø12-30 mm
450-600
0.10-0.15
3-5
3-10 mm
Ø30-60 mm
300-400
0.12-0.18
5-8
10-25 mm
Ø60-100 mm
150-250
0.15-0.20
8-12
>25 mm
Ø100-150 mm
80-120
0.18-0.25
12-15
Datos compilados de experimentos de mecanizado de acero inoxidable austenítico.
Nota: Velocidad de avance 0.25 mm/rev causa astillamiento del inserto. Es necesaria una coincidencia estricta de la relación de velocidad y avance.
6.2 Selección de Refrigerante y Guías de Uso
6.2.1.Formulaciones Preferidas:
Placas Delgadas: Emulsión soluble en agua (aceite:agua = 1:5) con aditivos de presión extrema sulfurados al 5%.
Placas Gruesas: Aceite de corte de alta viscosidad (ISO VG68) con aditivos de cloro para mejorar la lubricación.
6.2.2.Especificaciones de Aplicación:
Prioridad de Enfriamiento Interno: Refrigerante suministrado a través del orificio central de la varilla de la broca hasta la punta de la broca, caudal ≥ 15 L/min.
Asistencia de Enfriamiento Externo: Las boquillas rocían refrigerante sobre las ranuras de viruta con una inclinación de 30°.
Monitoreo de la Temperatura: Reemplace el refrigerante o ajuste la formulación cuando la temperatura de la zona de corte exceda los 120°C.
6.3 Proceso de Operación de Seis Pasos
Sujeción de la pieza de trabajo → Bloqueo del accesorio hidráulico
Posicionamiento central → Calibración cruzada láser
Ensamblaje de la broca → Verifique el par de apriete del inserto
Configuración de parámetros → Configure de acuerdo con la matriz de espesor-diámetro del agujero
Activación del refrigerante → Pre-inyecte refrigerante durante 30 segundos
Perforación por pasos → Retraiga cada 5 mm para limpiar las virutas y limpiar las ranuras
Ⅶ. Recomendaciones de Selección y Adaptación de Escenarios
7.1 Selección de Brocas
7.1.1.Opciones de Material
Tipo Económico: Acero Rápido de Cobalto (M35)
Escenarios aplicables: Placas delgadas de acero inoxidable 304 2000 agujeros, coeficiente de fricción del recubrimiento TiAlN 0.3, reduce el borde acumulado en un 80%, resuelve los problemas de adhesión con el acero inoxidable 316L.
Solución Especial Reforzada (Condiciones Extremas): Sustrato de Carburo de Tungsteno + Recubrimiento de Nanotubos
El refuerzo de nanopartículas mejora la resistencia a la flexión, resistencia al calor hasta 1200°C, adecuado para perforación de agujeros profundos (>25 mm) o acero inoxidable con impurezas.
7.1.2.Compatibilidad del Vástago
Taladros Magnéticos Domésticos: Vástago en ángulo recto.
Taladros Magnéticos Importados (FEIN, Metabo): Vástago universal, sistema de cambio rápido soportado, tolerancia de descentramiento ≤ 0.01 mm.
Taladros Magnéticos Japoneses (Nitto): Solo vástago universal, los vástagos en ángulo recto no son compatibles; requieren una interfaz de cambio rápido dedicada.
Centros de Mecanizado / Máquinas de Perforación: Portaherramientas hidráulico HSK63 (descentramiento ≤ 0.01 mm).
Taladros de Mano / Equipos Portátiles: Vástago de cambio rápido de cuatro orificios con bolas de acero autoblocantes.
Adaptación Especial: Las prensas de taladro convencionales requieren adaptadores de cono Morse (MT2/MT4) o adaptadores BT40 para la compatibilidad con los cortadores anulares.
7.2 Soluciones de Escenarios Típicos
7.2.1.Agujeros de Conexión de Placas Delgadas de Estructura de Acero
Punto Débil: Placas delgadas de acero inoxidable 304 de 3 mm de espesor propensas a la deformación; desviación de la redondez > 0.2 mm.
Solución:Broca: Vástago en ángulo recto HSS (profundidad de corte 35 mm) + taladro magnético con fuerza de adsorción > 23 kN.
Parámetros: Velocidad 450 rpm, avance 0.08 mm/rev, refrigerante: emulsión aceite-agua.
7.2.2.Mecanizado de Agujeros Profundos en Placas Gruesas de Construcción Naval
Punto Débil: Placas de acero 316L de 30 mm de espesor, el taladro tradicional tarda 20 minutos por agujero.
Solución:
Broca: Broca de carburo recubierta de TiAlN (profundidad de corte 100 mm) + aceite de corte de alta presión (ISO VG68).
Parámetros: Velocidad 150 rpm, avance 0.20 mm/rev, evacuación de virutas por pasos.
7.2.3.Perforación de Agujeros en Superficies de Alta Dureza de Rieles
Punto Débil: Dureza superficial HRC 45–50, propenso a astillamiento de bordes.
Solución:
Broca: Broca de vástago de cuatro orificios de carburo de tungsteno + canal de enfriamiento interno (presión ≥ 12 bar).
Asistencia: Sujeción de accesorio en forma de V + posicionamiento láser (±0.1 mm de precisión).
7.2.4.Posicionamiento de Superficies Curvas/Inclinadas
Punto Débil: El deslizamiento en la superficie curva causa un error de posicionamiento > 1 mm.
Solución:Método de perforación de tres pasos: Agujero piloto de Ø3 mm → Agujero de expansión de Ø10 mm → broca de diámetro objetivo. Equipo: Taladro magnético integrado con posicionamiento láser cruzado.
Ⅷ. Valor Técnico y Beneficios Económicos de la Perforación de Placas de Acero
El desafío central de la perforación de acero inoxidable radica en el conflicto entre las propiedades del material y las herramientas tradicionales. El cortador anular logra un avance fundamental a través de tres innovaciones principales:
Revolución del corte anular: elimina solo el 12% del material en lugar del corte de sección transversal completa.
Distribución de la carga mecánica de múltiples bordes: reduce la carga por filo de corte en un 65%.
Diseño de enfriamiento dinámico: reduce la temperatura de corte en más de 300°C.
En validaciones industriales prácticas, los cortadores anulares ofrecen beneficios significativos:
Eficiencia: El tiempo de perforación de un solo agujero se reduce a 1/10 del de los taladros helicoidales, lo que aumenta la producción diaria en un 400%.
Costo: La vida útil del inserto supera los 2000 agujeros, lo que reduce el costo general de mecanizado en un 60%.
Calidad: La tolerancia del diámetro del agujero cumple constantemente con el grado IT9, con tasas de rechazo casi nulas.
Con la popularización de los taladros magnéticos y los avances en la tecnología de carburo, los cortadores anulares se han convertido en la solución insustituible para el procesamiento de acero inoxidable. Con la selección correcta y la operación estandarizada, incluso condiciones extremas como agujeros profundos, paredes delgadas y superficies curvas pueden lograr un mecanizado altamente eficiente y preciso.
Se recomienda que las empresas construyan una base de datos de parámetros de perforación basada en la estructura de sus productos para optimizar continuamente toda la gestión del ciclo de vida de la herramienta.